
Proses Baru Basis Berpendingin Air Aluminium Die Cast tipe-W
Dengan perkembangan pesat dari power pack, kendaraan listrik, dan teknologi manufaktur motor kereta bawah tanah, struktur rangka berpendingin air aluminium cor banyak digunakan dalam manufaktur motor. Motor kendaraan listrik energi hijau dan ramah lingkungan, generator paket daya EMU berkecepatan tinggi, motor bus bandara, dan motor traksi magnet permanen lalu lintas perkotaan yang menggunakan rel sebagian besar menggunakan basis berpendingin air aluminium cor. Efek pembuangan panas yang baik dari rangka pengecoran berpendingin air adalah kunci untuk memenuhi persyaratan manufaktur motor. Proses manufaktur utama meliputi teknologi peleburan logam, teknologi pembentukan, teknologi perakitan, teknologi pemrosesan dan aspek lainnya. Apakah struktur dasar mesin berpendingin air aluminium cor masuk akal, dan kualitasnya secara langsung mempengaruhi keandalan operasi, produktivitas tenaga kerja, dan manfaat ekonomi dari jenis motor ini. Struktur aplikasi Struktur rangka berpendingin air aluminium cor yang wajar dapat meningkatkan keandalan pengoperasian rangka motor jenis ini, memperpendek siklus produksi, menghemat biaya produksi, dan meningkatkan produktivitas tenaga kerja dan manfaat ekonomi.
1. Status teknologi produksi saat ini dari bingkai berpendingin air
1.1 Metode proses
Metode pembuatan pangkalan berpendingin air aluminium cor dalam industri yang sama di dalam dan luar negeri meliputi: pengecoran pasir integral, pengecoran pasir split, cetakan ekstrusi, dll. Proses pengecoran keseluruhan adalah: pembuatan kotak inti cetakan-cetakan pasir produksi inti pasir- paduan peleburan-kotak perakitan-penuangan-pembersihan-produk jadi. Proses split casting adalah: pembuatan kotak inti cetakan-cetakan pasir pembuatan inti pasir-paduan perakitan kotak peleburan-penuangan-pembersihan-pemrosesan-pengelasan-perakitan untuk membentuk dasar kosong. Proses pencetakan ekstrusi adalah: pembuatan cetakan-cetakan aluminium peleburan-penuangan aluminium ingot-tekanan tinggi ekstrusi cetakan-las-mesin las dasar kosong.
1.2 Kekurangan kerajinan dan metode tradisional
Masalah bingkai berpendingin air cor aluminium cor integral adalah hasil bingkai yang rendah dan siklus produksi yang panjang. Masalah terbesar adalah sulitnya membersihkan inti pasir saluran air dan sulit memperbaiki inti pasir saluran air; struktur rangka berpendingin air aluminium cor pasir split memiliki masalah. Proses produksinya rumit, siklusnya terlalu lama, kualitasnya sulit dikendalikan, dan silinder dalam dan luar perlu diproses sebelumnya, dan permukaan ujung disegel dan dilas, yang mudah bocor setelah diproses; struktur dasar berpendingin air aluminium cor yang diekstrusi: dibatasi oleh tonase pers, besar Basis mesin tidak dapat direalisasikan, dan ada risiko kebocoran air karena jahitan penyegelan dan pengelasan yang perlu diproses. Seringkali, dasar mesin bocor karena masalah kualitas pengelasan, yang mempengaruhi kinerja basis mesin dan bahkan menyebabkan motor menjadi rusak.
2. Konsepsi dan Tujuan Metode Proses Baru
Dengan menganalisis kekurangan metode proses tradisional, proses baru diusulkan, yang karakteristiknya meliputi:
- 1) Di dalam dan di luar pengecoran cetakan satu kali tekanan tinggi.
- 2) Fitur struktural saluran pendingin dibentuk pada satu waktu dengan silinder dalam dan luar.
- 3) Menghilangkan langkah-langkah pemrosesan yang sulit dan panjang dari saluran air pendingin dari dasar mesin.
- 4) Jahitan las dikontrol di sisi dalam flensa, dan jahitan las tidak boleh diproses, yang memecahkan masalah tekanan dan kebocoran air dari dasar mesin selama proses pengelasan.
- 5) Mengatur pemosisian dan struktur anti-saluran di dinding saluran air untuk meningkatkan keandalan dasar mesin.
- 6) Gangguan pembentukan lengan pemanas.
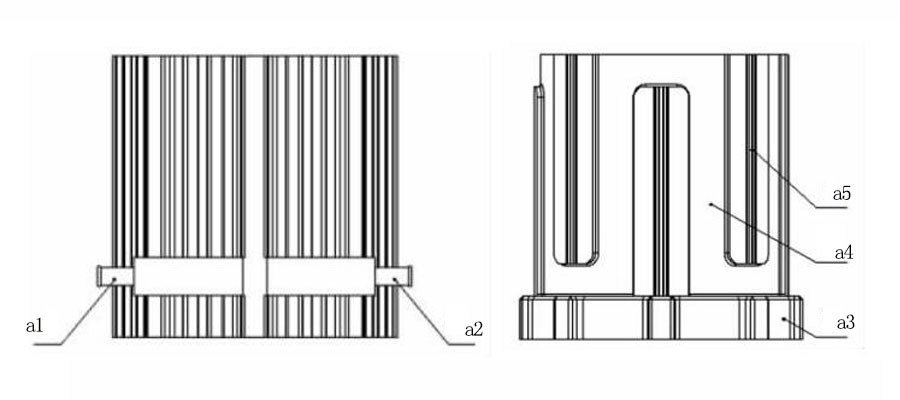
- a1: saluran masuk
- a2: Jalur Air
- a3: Flensa pelindung las silinder dalam dan penutup ujung
- a4: Jalur Air Pendingin
- a5: Kunci Panduan Anti-Air
3. Proses Implementasi Spesifik Dari Proses Baru
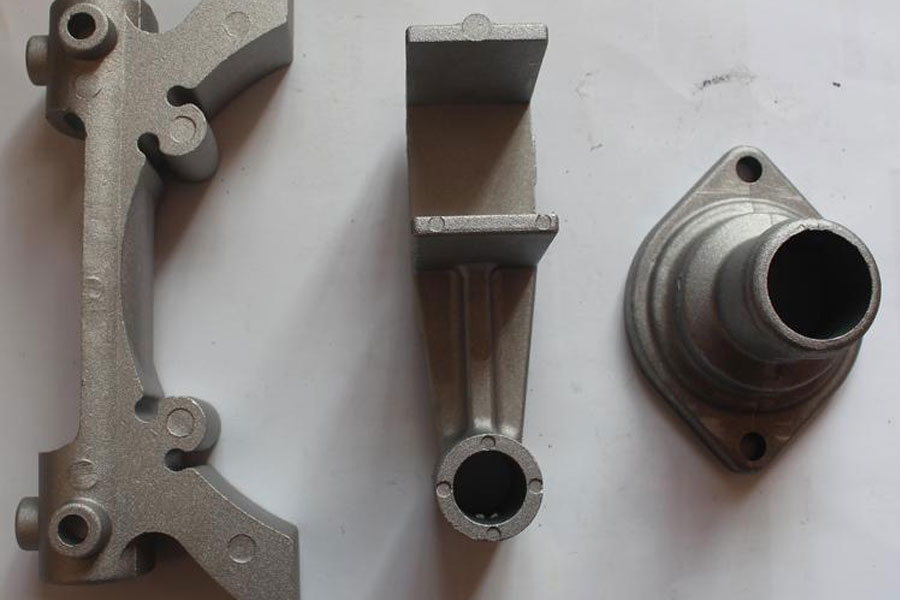
Proses proses die-casting baru adalah: pembuatan cetakan-paduan peleburan-die casting-hot sleeve-welding-base blank. Saluran air silinder dalam dan luar dibentuk dengan metode die casting, tidak diperlukan pemrosesan. Manfaatkan sepenuhnya karakteristik die-casting, kecepatan cepat, permukaan akhir yang tinggi, menggunakan teknologi die-casting, die-casting ke dalam silinder luar dan dalam. Struktur saluran berbentuk W dan alur pemandu W dicetak pada silinder bagian dalam seperti yang ditunjukkan pada Gambar 2; silinder luar dicetak dengan struktur pemandu dan pengunci, silinder dalam dan luar dipanaskan pada saat yang sama, dan kemudian silinder dalam dan luar dipanaskan seperti yang ditunjukkan pada Gambar 3.

Segel dilas ke dasar kosong seperti yang ditunjukkan pada Gambar 4. Keuntungan dari proses baru adalah:
- 1) Silinder dalam dan luar langsung dibentuk dengan die-casting tanpa memproses saluran air.
- 2) Silinder luar memiliki flensa dalam, dan silinder dalam memiliki flens luar untuk melindungi lasan.
- 3) Silinder dalam dan luar dipanaskan terlebih dahulu untuk pemanasan interferensi.
- 4) Siapkan perangkat pemandu dan pengunci untuk memastikan keandalan pangkalan.
4. Kesimpulan
Proses produksi baru rangka berpendingin air berbentuk W merupakan preseden dalam industri manufaktur motor profesional domestik. Berdasarkan penyerapan teknologi manufaktur bingkai aluminium cor domestik dan asing, dikombinasikan dengan struktur pengecoran, metode proses khusus digunakan untuk mewujudkan pembuatan bingkai berpendingin air aluminium cor berbentuk W. Dalam prosesnya, karakteristik pengecoran tekanan sepenuhnya digunakan, lengan interferensi pemanasan awal digunakan, perlindungan las dan struktur pencegahan kebocoran air diatur dengan cerdik, dan pembuatan basis mesin berpendingin air aluminium cor berbentuk W diwujudkan. Mempersingkat siklus pengembangan produk, mengurangi kesulitan dan intensitas tenaga kerja produksi motor, menyederhanakan proses pembuatan komponen kunci mesin listrik, meningkatkan keandalan manufaktur dan operasi, dan secara efektif mengendalikan biaya manufaktur motor.
Harap simpan sumber dan alamat artikel ini untuk dicetak ulang: Proses Baru Basis Berpendingin Air Aluminium Die Cast tipe-W
Minghe Perusahaan Die Casting didedikasikan untuk memproduksi dan menyediakan Suku Cadang Pengecoran berkualitas dan berkinerja tinggi (kisaran suku cadang die casting logam terutama meliputi: Pengecoran Die Dinding Tipis,Die Casting Kamar Panas,Die Casting Ruang Dingin), Layanan Bulat (Layanan Die Casting,Mesin Cnc,Pembuatan cetakan, Perawatan Permukaan). Setiap pengecoran aluminium kustom, magnesium atau Zamak / seng die casting dan persyaratan coran lainnya dipersilakan untuk menghubungi kami.

Di bawah kendali ISO9001 dan TS 16949, Semua proses dilakukan melalui ratusan mesin die casting canggih, mesin 5-sumbu, dan fasilitas lainnya, mulai dari blaster hingga mesin cuci Ultra Sonic.Minghe tidak hanya memiliki peralatan canggih tetapi juga profesional tim insinyur berpengalaman, operator dan inspektur untuk membuat desain pelanggan menjadi kenyataan.

Produsen kontrak die casting. Kemampuannya termasuk bagian die casting aluminium ruang dingin mulai dari 0.15 lbs. hingga 6 lbs., pengaturan perubahan cepat, dan pemesinan. Layanan bernilai tambah termasuk pemolesan, penggetaran, penghalusan, peledakan tembakan, pengecatan, pelapisan, pelapisan, perakitan, dan perkakas. Bahan yang dikerjakan termasuk paduan seperti 360, 380, 383, dan 413.

Bantuan desain die casting seng / layanan rekayasa serentak. Produsen kustom pengecoran mati seng presisi. Pengecoran miniatur, coran die tekanan tinggi, coran cetakan multi-slide, coran cetakan konvensional, die unit dan die casting independen dan coran tertutup rongga dapat diproduksi. Pengecoran dapat diproduksi dengan panjang dan lebar hingga 24 inci dalam toleransi +/-0.0005 inci.

Produsen magnesium die cast bersertifikat ISO 9001: 2015, Kemampuan termasuk die casting magnesium bertekanan tinggi hingga 200 ton ruang panas & 3000 ton ruang dingin, desain perkakas, pemolesan, pencetakan, permesinan, pengecatan bubuk & cair, QA penuh dengan kemampuan CMM , perakitan, pengemasan & pengiriman.

bersertifikat ITAF16949. Layanan Pengecoran Tambahan Termasuk pemilihan investasi,pengecoran pasir,Pengecoran gravitasi, Pengecoran Busa Hilang,Pengecoran Sentrifugal,Pengecoran Vakum,Pengecoran Cetakan Permanen,. Kemampuan termasuk EDI, bantuan teknik, pemodelan solid dan pemrosesan sekunder.

Industri Pengecoran Studi Kasus Suku Cadang untuk: Mobil, Sepeda, Pesawat Terbang, Alat Musik, Perahu, Perangkat Optik, Sensor, Model, Perangkat Elektronik, Penutup, Jam, Mesin, Mesin, Furnitur, Perhiasan, Jig, Telekomunikasi, Pencahayaan, Perangkat Medis, Perangkat Fotografi, Robot, Patung, Peralatan Suara, Peralatan Olahraga, Perkakas, Mainan, dan lainnya.
Apa yang dapat kami bantu untuk Anda lakukan selanjutnya?
Pergi Ke Beranda Untuk Die Casting Cina
→Bagian casting-Cari tahu apa yang telah kita lakukan.
→Tips Terkait Tentang Layanan Die Casting
By Produsen Die Casting Minghe |Kategori: Artikel Bermanfaat |Bahan Tags: Pengecoran Aluminium, Pengecoran Seng, Pengecoran Magnesium, Pengecoran Titanium, Pengecoran Stainless Steel, Pengecoran Kuningan,Pengecoran Perunggu,Video Transmisi,sejarah perusahaan,Aluminium Die Casting |Komentar Dinonaktifkan







